


At MKC, we are often asked how can a Membrane Keypad be suitable for use in harsh environments?
The answer is pretty straightforwards. The advancement in Membrane Keyboard design and improvements in the materials used to manufacture them allows us to create an interface suitable for a range of applications.
How do we do it? Let’s break down the keypad layer by layer.
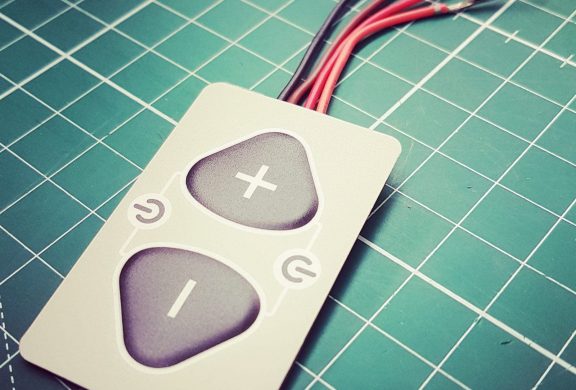
Graphic Overlay – Membrane Keyboards operate in a variety of environments which are susceptible to extreme humidity, temperature and exposure to the elements. MKC produces Membrane Keypads for a leading global Agriculatural machinery manufacturer who’s equipment must be able to operate in settings as varied as deserts through to snow fields. MKC designed in Autotex®XE when developing their latest Membrane Keypad . Autotex® XE has been designed for membrane switch applications where high or widely fluctuating temperatures, humidity or ultraviolet light are encountered. This material allowed us to offer a one for all fit regardless of location and our customer had total piece of mind that their product would exceed its performance expectations in the field.
Circuitry – Membrane Keyboard circuitry is created by screen printing conductive ink onto a polyester substrate. A Dielectric print is then added where necessary to ensure no shorting of tracks. As standard we also add a Carbon print onto the connector contacts and elsewhere on the circuit if required. Why do we add a Carbon print? This reduces the damage on the contact points if multiple fittings are required and also lessens the likelihood of unit failure owing to degeneration of the tracking itself. This method is commonly used in Marine and applications where moisture ingress or variable temperatures are an issue.
Adhesive Systems – A Membrane Keypad is typically the last barrier between environment and the hardware fitted behind it. In applications where IP rating is required or ingress is a concern then we can produce Membrane Keyboards with a solid front face overlay and continuous perimeter through the layers. By terminating the flexi tail inbound we can either produce a solid keypad with a single internal cut out for the tail, or alternatively, produce a frame in which the Circuit Sub-Assembly will be fitted as a separate item. What’s more we can use adhesives which are suitable for the surface material to ensure lifecycle long adhesion. We can even use neoprene gaskets to produce a seal between the Membrane Keypad and housing or front plate to further reduce the likelihood of ingress.
Internal & External Features – It’s human nature that people like to pod and poke things they shouldn’t. We’ve seen all sorts of bizarre returns over the years but some of the most common things we see are keypads which have been “operated” using a pen, a knife and even on occasions a pair of scissors. This not only writes off the keypad but can also cause considerable damage to the hardware seated behind it. In instances when we know the user may not be as careful as he or she should be, some protection can be offered by fitting a hard Polycarbonate plate behind a LCD window. We can utilise clear material to ensure that the LCD display is readable and if necessary print UV dots to ensure Newton Rings do not occur. We can provide the entire Membrane Keypad fitted on to a Polycarbonate or Metal Back Plate to provide extra ridigity and protection.
Of course every project has its own seperate requirements which need careful consideration on an individual basis. MKC has been manufacturing Membrane Keyboards for over 20 years and our Sales Team has nearly 70 years combined experience within the industry. If you have a particular issue or a new project in the pipeline we’d love to hear from you.
Why not call us on +44(0)1329 281 091 or e-mail sales@membrane-keyboards.com